- 您的位置:
- 首頁>>
- 技術支持>>
- 說明書庫>>
- DKZ-6000型電動抗折試驗機使用說明書
- DKZ-6000型電動抗折試驗機使用說明書
-
01-17
2022 閱讀
1 點贊
0 回復
一、產品簡介
DKZ-6000型電動抗折試驗機的用途:本試驗機主要作為水泥廠、建筑施工單位及有關專業院校科研單位做水泥軟練膠砂抗折強度檢驗用,并可作其他非金屬脆性材料的抗折強度檢驗。具有精度高,使用方便等特點。
二、試驗 機 的 主 要 技 術 參 數
1.單杠桿試驗力比(上梁臂距比) 10:1
2.雙杠桿試驗力比(下梁臂距比) 50:1
3.最大力值:
單杠桿 1000N
雙杠桿 6000N
4.加荷速度:
單杠桿 (10±1)N/s
雙杠桿 (50±5)N/s
5.電動機型號 SD-63
6.抗折夾具:
加荷輥及支撐輥直徑 Φ10mm
支撐輥距 100mm
拉架板間距 46mm
7.示值相對誤差: <±1%
8.感量:
雙杠桿時校正平衡,在杠桿水平離支點500mm處加荷1g。
杠桿傾角 >1/50
9.外形尺寸: 1115mm×250mm×770mm
10.凈重: 約85kg
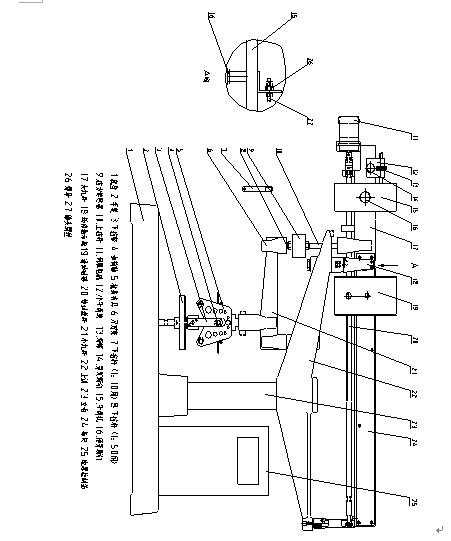
三、試驗 機 的 構 造(參見附圖一)
本試驗機有底座(1)、立柱(23)、上梁(22)、上下拉桿(10)、(7)、(8)、
傳感器(9)、大小杠桿(17)、(21)、揚角指示板(18)、抗折夾具(5)
、游動砝碼(19)、大小平衡鉈(15)、(12)、傳動電機(11)、傳動絲桿
(20)、及電器控制箱(25)等零部件組成。
四、試 驗 機 的 調 整、使用 及 維 護
1.試驗機的調整:
本試驗機在無震動的環境中直接放在平臺上使用,平臺必須校正水平
(1/1000)。
作抗力6000N范圍內的試驗時(使用雙杠桿)將抗折夾具掛在小杠桿的中間刀刃
上(即如圖一所示),如作抗力1000N范圍內的試驗時(使用單杠桿)則必須卸
下小杠桿及原聯結于拉力傳感器(9)的下拉桿(8)和刀刃架(6)并將夾具上部借
下拉桿(7)聯結于拉力傳感器上,下半部則從原位旋出擰入與上半部相對位置
的底座上的螺母中。(注意:使用雙杠桿時上、下拉桿上的圓柱銷相互平行,
使用單杠桿時上、下拉桿上的圓柱銷相互垂直后鎖緊螺母)
按下游動砝碼上的按鈕,用手推動游動砝碼左移,使游動砝碼左側邊對準標尺
的起始零線,放開后對準的刻線可能會有所移動,此時可用手在絲桿右端的滾
花部分轉動絲桿,移動游動砝碼來調節。同時可調整處于揚角指示板后邊位置
的置零觸頭螺絲(28),使之剛與游動砝碼接觸,然后再用螺母(27)鎖緊置
零觸頭螺絲來調節。松開鎖緊螺母(14)及(16),移動大小平衡鉈,使大杠
桿(17)盡量處于平衡,然后擰動鎖緊螺釘,將大平衡鉈(15)鎖緊于大杠桿
上,移動小平衡鉈(12)上的螺帽(13),使小平衡鉈移動,直至大杠桿完全
平衡為止,然后用鎖緊螺釘,將小平衡鉈鎖緊于大杠桿上,注意大小平衡鉈的
鎖緊必須可靠,以免在使用過程中由于試件斷裂,大杠桿下落時受震動而破壞
了調好的平衡。
2.機器的使用:
接通電源顯示數為月,日,時,分。等待2~3秒系統自動進入測試狀態。一般
在做試驗前先開機預熱2~3分鐘,使儀器到達熱平衡。裝好夾具,放入試塊,按
動“啟動”鍵,系統自動按照默認的參數進行試驗,轉動電機加載,破型自動
保持。破型以后系統自動停止。如果在試驗過程中要停止試驗,按“停止”鍵
。
㈠.系統設置及試驗過程:
按“設置”鍵,儀表即進入參數設置狀態。在設置狀態下再按一次“設置”鍵
就退出。
顯示“P--1”:為日期年的輸入。按“確認”鍵確認輸入,并進行下一輸入
。
顯示“P--2”:為日期月的輸入,范圍(1 ~ 12)。
顯示“P--3”:為日期日的輸入,范圍(1 ~ 31)。
顯示“P--4”:為日期時的輸入,范圍(0 ~ 23)。
顯示“P--5”:為日期分的輸入,范圍(0 ~ 59)。
一般來說時間無需調整,工作較長時間后,如時間出現偏差,可按照上述方法
調整。如不需進行時間設置就依次按“確認”鍵即可。
顯示“P--6”:為試驗編號的輸入,范圍(1 ~ 500)。
一般做完該次試驗的數據后,編號自動加1,可以進行下一組試件的實驗。如果
“組號”不是連續的,可以輸入相應的組號,再開始試驗。
顯示“P--7”:為試驗組號的輸入,范圍(1 或 3)。
如需做單塊試驗,則選擇1,需做3塊一組的試驗選擇3
顯示“P--8”:為自定義試塊的齡期,范圍(1 ~ 99天)。
* 設定參數:用[▲]和[▼]鍵對閃爍位的數值進行改變加和減,用[←]鍵對
閃爍位進行左或右移動。
l.設定參數應依順序設定,按“確認”鍵將按順序設置,一直回到原始狀態,
設定值才設置完畢,如要取消,則按“返回”鍵則退出。
各參數設置完畢后,正確選擇量程,可在 1000N 和6000N 之間選擇量程,同時
對應量程指示燈亮。
接著將試塊放入抗折夾具內,按一次“清零”鍵,顯示器顯示0.0,(如出現小
于2.0的數也屬于正常,可以進行以下操作)。按兩次,顯示器顯示傳感器的初
始值(一般小于80.0kN)。
然后以夾具上的對準板由手感及目測對準,轉動夾具下面的手輪(2),使下拉
架(3)上的加荷軸(4)與試體接觸,并繼續轉動一定角度,使大杠桿有一定
揚角,數據根據試體斷裂時的變形量決定,原則是試體斷裂時應使大杠桿盡量
處于水平位置,揚角的數值可在揚角指示板上讀出。(每格為2°)
按下“啟動”鍵,抗折試驗開始,電動機(11)轉動絲桿推動游動砝碼右移,
機器開始加荷,大杠桿逐漸下沉,儀表進行力值的實時顯示,在大杠桿接近水
平時,試塊斷裂,大杠桿降落,儀表保持最大力值的峰值顯示,電機停轉,一
次試驗結束,按“確認”鍵,數據保存。按下游動砝碼上的按鈕,推動游動砝
碼左移復位,接著可做下一次試驗。
㈡.編號處理:
做完該次試驗的數據后,組號自動加1,可以進行下一組試件的實驗。如果“組
號”不是連續的,可以輸入相應的組號,再開始試驗。關閉電源后重新開機,
編號將從上次關機前連續。
㈢.數據查詢:
因本儀器最大存儲量為500個單元,所以在調取原存數據打印時只能按日期和編
號調用已存的數據。
查詢數據的操作如下:
a.按日期查詢:
①按“查詢”鍵后,顯示“――1”表示輸入要查詢數據的年月日,依次輸入,
例如“3.02.18”為2003年2月18日。
②按“確認”鍵,顯示“――2”不做任何處理按“確認”鍵。
③系統進行數據庫處理,如找到和查詢條件一樣的數據就顯示出來,如果沒找
到,就顯示數據庫中第一條數據。
④可以用數字鍵“▲”“▼”對本組數據的進行查看。
⑤可以用數字鍵“←”、“→”對數據庫的數據進行向前查詢和向后查詢。
⑥在查詢狀態下,按“打印”鍵可打印數據庫的數據。
b.按編號查詢:
①按“查詢”鍵后,顯示“――1”, 不做任何處理按“確認”鍵。
②顯示“――2” 表示輸入要查詢數據的編號,依次輸入,例如“0112”就是
查詢第112號紀錄。按“確認”鍵。
③系統進行數據庫處理,如找到和查詢條件一樣的數據就顯示出來,如果沒找
到,就顯示數據庫中第一條數據。
④可以用數字鍵“▲”“▼”對本組數據的進行查看。
⑤可以用數字鍵“←”、“→”對數據庫的數據進行向前查詢和向后查詢。
⑥在查詢狀態下,按“打印”鍵可打印數據庫的數據。
㈣.系統標定:
按計量法規定,本測力儀一年檢定一次,且由當地計檢局指定的法定計量部門
進行。本機在使用中,除法定計量部門外,用戶請勿隨意進入標定狀態,否則
會將內部數據搞亂,本機將不能正常使用。
注意:本系統抗壓試驗壓力標定值為:
6000N檔位:0N,1000kN,2000N,4000N,5000N,6000N。
1000N檔位:0N,200N,400N,600N,800N,1000N。
儀器通電十分鐘后在試驗狀態下用三等標準測力計進行,標定步驟如下:
①選擇要標定的檔位(6000N或1000N)。按“清零”鍵清除傳感器初值。
②按“標定”鍵,輸入標定密碼:761013(用“←”鍵對數值位進行移位)。
系統顯示標定零點,此時測力計沒接觸施力裝置,就是零點。按“確認”鍵,
此時顯示器不一定顯示為0.0(±1.0N為允許值);
③如前所述所述調整設備平衡,確認零點,系統顯示“L-0”,在零點狀態按“
確認”鍵,系統顯示“L-1”,開始用標準測力計平穩加荷,加荷至第二點的標
準值時(1000N,以測力環為基準)時,同時按下“確認”鍵,顯示屏顯示“L
-2”,然后繼續加荷至第三點的標準值時(2000N,以測力環為基準)時,同時
按下“確認”鍵,顯示屏顯示“L-3”,然后繼續加荷至第四點的標準值
(4000N,以測力環為基準)時,同時按下“確認”鍵,顯示屏顯示“L-4”,
然后繼續加荷至第五點的標準值時(5000N,以測力環為基準)時,同時按下“
確認”鍵,顯示屏顯示“L-5”,然后繼續加荷至第六點的標準值時(6000N,
以測力環為基準)時,同時按下“確認”鍵后本儀器自動退出標定,標定完成
。但必須全部完成后,系統才保存本次標定值。
如果標定的顯示和測力機顯示差值比較大時,則要標定兩次,一般只需一次。
㈤.數據檢測:
當標定完成以后,必須對系統進行檢測,,系統檢測步驟如下以6000N檔位為例
:
系統可任意檢測6點數據,一般為標定的載荷位置,也可任意位置檢測。
①擇要檢測的檔位(6000N或者1000N)。按“清零”鍵清除傳感器初值。
②“檢測”鍵,系統顯示“C1”,表示檢測零點,此時測力計沒接觸施力裝置
,就是零點。按“確認”鍵,系統顯示“C2”。開始加載。
③平穩加載,開始檢測,檢定為六點。當測力機顯示接近所要檢測載荷時,慢
慢逼近檢測載荷。到達的同時按下“確認”鍵,此點檢測完成。同樣依次檢測
第2,3,4,5,6點,系統確認后退出檢測狀態。
④如下所示:先確認零點,系統顯示“C1”,在零點狀態按“確認”鍵,系統
顯示“C2”,開始加荷,加荷應慢速均勻,加荷至第二點的標準值時(1000N,
以測力環為基準)時,同時按下“確認”鍵,顯示屏顯示“C3”,然后繼續加
荷至第三點的標準值時(2000N,以測力環為基準)時,同時按下“確認”鍵,
顯示屏顯示“C4”,然后繼續加荷至第四點的標準值(4000N,以測力環為基準
)時,同時按下“確認”鍵,顯示屏顯示“C5”,然后繼續加荷至第五點的標
準值時(5000N,以測力環為基準)時,同時按下“確認”鍵,顯示屏顯示“C6
”,然后繼續加荷至第六點的標準值時(6000N,以測力環為基準),同時按下
“確認”鍵。
⑤在檢測狀態下,按“打印”鍵,系統能打印出剛才檢測的數據。
同理,可對其他檔位進行標定與檢測。
l.在標定或檢測狀態下按“標定”鍵或“檢測”鍵,就退出所在的狀態,數據
不保存。
3.注意事項
①用時電源電壓必須準確無誤;
②傳感器與主機連接的電纜不得有中間接頭,如遇破損需更換電纜,并且接線
準確無誤;
③使用時必須按說明書規定程序操作。
4.機器的維護:
機器在使用過程中必須保持清潔干燥特別是各刀刃及刀刃承要防止生銹,以免
降低靈敏度與正確度。刀刃及刀刃承間不得有任何潤滑油,以免粘住灰塵,阻
滯杠桿運動,影響靈敏度,使用完畢應將機器罩上防塵罩。
加載用的游動砝碼在杠桿上,未按下按鈕時不應有過大的左右竄動,使用久時
,游動砝碼在絲桿上有明顯顫動現象時,可更換半螺母,若需要請即來廠購置
。
當游動砝碼有竄動時,可按如下方法解決:
只要在絲桿頭右端的軸承蓋上墊些青殼紙即可。
常 見 故 障 及 排 除
故 障 現 象
原 因
排 除 方 法
試塊斷裂后游動砝碼前沖一段距離
游動砝碼內半螺母磨損
更換半螺母
大杠桿失去平衡
平衡鉈位置走動
游動砝碼未回到原有零位
重新調整后鎖緊
轉動絲桿,調整到零位
游動砝碼上按鈕不回復
按鈕孔內有臟物或毛刺
復回彈簧失效
清洗,除毛刺
更換彈簧
游動砝碼移動時出現停滯
絲桿和大杠桿平面或砝碼內滾動軸承有臟物
清洗絲桿和大杠桿及砝碼內軸承
電機不能啟動
絲桿轉動部分卡死
電機及電器元件損壞
清洗,去毛刺
更換元件
大杠桿擺動一下即停
大杠桿支承刀刃損壞
刀刃承間有臟物卡住
更換修理刀刃
清理刀刃承
-
關鍵字:
-
點贊
收藏
- TYE-2000B型壓力試驗機使用說明書
01-18 閱讀6469 - 水泥稠度凝結時間測定儀(維卡儀)使用說明
10-31 閱讀5544 - NLD-3型水泥膠砂流動度測定儀使用說明書
02-03 閱讀5346 - TYE-300型壓力試驗機說明書
01-15 閱讀5243 - WE-600B型液壓式萬能試驗機使用說明
03-07 閱讀5128 - DKZ-5000型電動抗折試驗機使用說明書
01-15 閱讀4725 - 查看更多 >

在線客服

客服2:
工作時間
周一至周五:8:30-16:30
電話1:0510-82711289
電話2:0510-85191518
傳真:0510-85191517
微信:13861861355
郵箱:wxjy17@163.com