- 您的位置:
- 首頁>>
- 技術支持>>
- 說明書庫>>
- NYL—300型壓力試驗機使用說明書
- NYL—300型壓力試驗機使用說明書
-
11-20
1152 閱讀
1 點贊
0 回復
一.用途
NYL—300型壓力試驗機供測定水泥、磚及石塊等建筑材料抗壓強度之用。最大載荷300kN。 本機示值分度小、活塞行程大、工作適應性強,而且結構緊湊、造型新穎、操作簡便。配上合適的抗折夾具后也可作混凝土等材料的抗折強度實驗
二.技術參數
1.最大試驗力 300kN
2. 測量范圍 0~60kN
0~150kN
0~300kN3.
度盤分度值 0~60kN時 0.2kN/格
0~150kN時 0.5kN/格
0~300kN時 1kN/格
4.承壓板間凈距 280mm
5.承壓板直徑 ф150mm
6.活塞直徑×最大行程 (φ125×120)mm
7.油液最高壓力 25MPa
8.示值相對誤差 ±1%
9.電機功率 0.8kW
10.外形尺寸(長×寬×高) (1050×640×1500) mm
11.活塞的最大上升速度 62 mm / min
12.凈重 800kg
13.毛重 880kg (木箱)
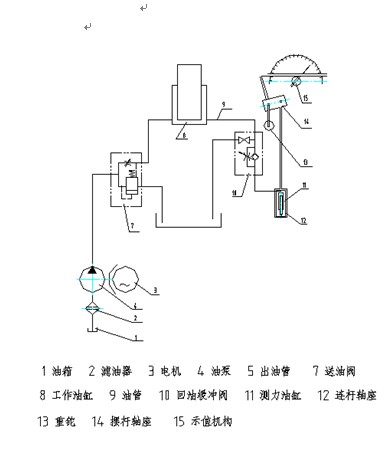
三、構造本機由機架、測力、示值、油泵、送油及回油閥等部件組成,各部件均安裝于一個座箱上構成一個整體。
1. 機架部分
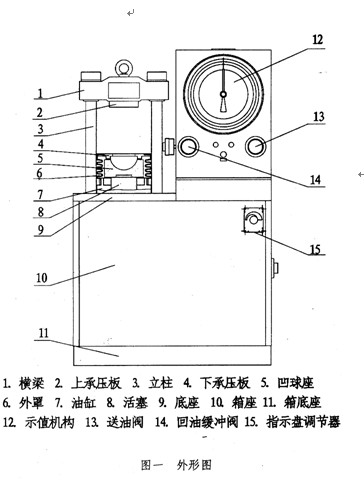
如圖(一)所示,底座(9)與橫梁(1)借兩根立柱(3)連成一個固定整體,橫梁腹部裝有上壓力板(2),它不能調節上下。而固定在底座上的工作油缸(7)其活塞(8)可上升(120~130)mm,當活塞上升時,為防止粉塵進入油缸而備有防護罩(6)。當試件通過抗壓夾具放在下壓力板(4)上時,下壓力板的底部具有球面與凹球座(5)接觸,因此,可以自動調整上下壓力板的平行,使試件受力均勻。
工作油缸與工作活塞是精密偶件,在油缸的內壁上部嵌有復合密封圈(微量溢油是允許的,油缸壁上專門設有溢油通道),這種結構可以使工作油缸與活塞之間的摩擦減少到極小限度,從而保證了試驗機的精度。
上、下壓力板均經熱處理后磨平,下壓力板的圓刻線直徑ф101是幫助操作者放置試件及抗壓夾具時對準中心。
2.測力機構(圖三)
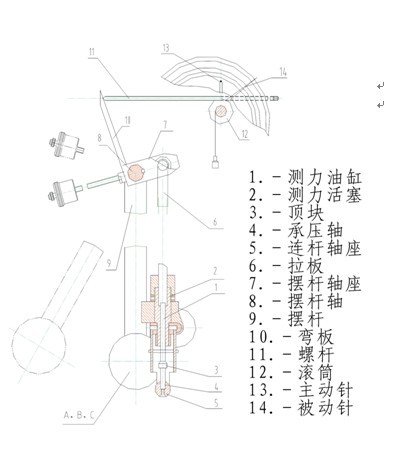
本機采用的液壓擺錘測力機構,它與示值機構一起組成測力系統。它通過測力油缸(1)和測力活塞(2)來進行測力。當工作油缸的壓力油進入測力油缸時,推動測力活塞下移,此時頂塊(3),承壓軸(4)及連桿軸座(5)一起被推動而下移,再經兩條拉扳(6)使擺桿軸座(7)產生轉動,因而裝在擺桿軸(8)上的擺桿(9)也被揚起產生轉角。擺桿軸上產生的扭力矩將由擺桿末端的重鉈(A、B、C)予以平衡。而當擺桿軸座轉動的同時,通過彎板(10)推動螺桿(11)橫行,這時螺桿帶動示值機構的滾筒(12)旋轉,指針便在度盤上指示出一定的數值。由于螺桿橫行的距離與壓力機之載荷是成正比,所以刻度盤是等分的。
示值機構的度盤分三種量程,即0~60kN,0~150kN和0~300kN,并分別使用A鉈、A+B鉈和A+B+C鉈與之相匹配,在三種量程中指針滿度時,擺桿帶動相匹配的重鉈分別揚起轉角均為40°。
示值機構封閉在玻璃罩內,三種量程均刻在一個度盤上,分內、中、外三圈,并標有數字,刻線之間均有適當的距離,可以估計到最小格子的五分之一。度盤上有兩根指針,一個為主動針(13),另一根為被動針(14),兩根指針隨著載荷的增加而沿順時針方向轉動。當試驗負荷達最大值后卸載時,主動針隨即回到零位,而被動針則停留在原負荷值上,以便試驗人員讀出準確的數值。被動指針可以用玻璃罩外的手柄撥回零位。
示值機構內附有加載速度指示裝置(如圖七所示),它由一個伺服電機帶動一個指示盤(4)電機的轉速可通過調整調節器(3)的轉盤使伺服電機改變轉速,從而可使指示盤獲得不同的轉速。例如:可調至0.48r/min、0.24r/min等各種穩定轉速。當試驗機在300kN量程內、指示盤為0.48r/min,加載時指針與指示盤同步,則表示加載速度為2.4kN/s,當指示盤為0.24r/min時,加載時指示針與指示盤同步,則表明加載速度為1.2kN/s,以此類推。若要求各種加載速度均可將指示盤手輪調整到適當位置。試驗機示值相對誤差在每級測力計載荷的20%以上時為±1%。
3.五柱油泵(圖三)
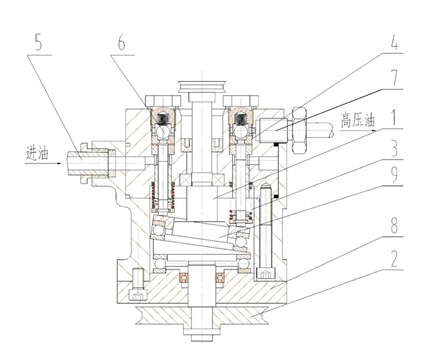
本機采用的7mm柱塞軸向高壓油泵,它由電機通過三角皮帶傳動,工作平穩而無噪聲,油泵體內的柱塞與柱塞套均采用優質合金鋼并經熱處理和精密研磨制成,其配合面具有相當高的質量,性能良好工作效率較高。
油泵主軸(1)由三角帶輪(2)帶動旋轉,在圓周方向分布有五根軸向柱塞(3),分別借彈簧的壓力使柱塞貼緊于主軸的斜盤(9)上,柱塞分別與五個柱塞套(4)相結合,當柱塞 隨斜盤作往復運動時,完成吸油和排油動作。吸油是由裝在箱座內的油箱經過油管、濾油器再經過進油口(5)進入柱塞套空腔。此時油泵單向閥的滾珠(6)貼緊閥門而當油腔吸滿油后柱塞被斜盤推回,首先是堵住進油口(7)然后壓縮油液使之產生高壓,推開單向閥排出高壓油。
油箱安放于箱座內,其儲油量較大,所以,即使試驗機處于較長時間工作,也不致使油液溫升過高而影響測力精度,油箱的油量可通過油窗進行觀察。
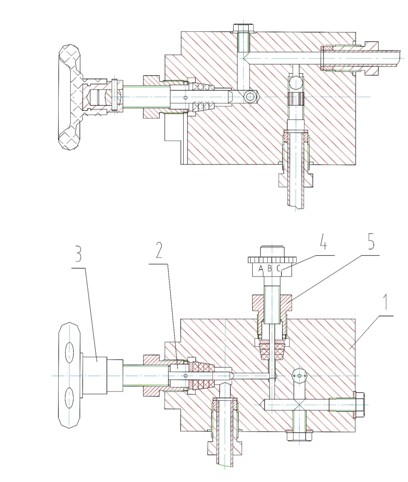
4.送油閥(圖四)
送油閥是一個分路式流量調節閥,它是一個可變節流器和一個定差減壓閥并聯組成。進油口接通油泵,當旋轉手柄(16)時,帶動送油閥芯(11)可使閥門緩慢地打開,此時油泵所供之壓力油通過閥門經過油管(23)送至工作油缸,流量大小可以調節。當送油閥芯(11)左移時油門小,甚至完全關閉送油閥時,油泵所供之油在送油閥腔內推動減壓閥芯(10)左移到回油管(24)位置時,使壓力油與三通閥接通,壓力油即經油管(24)經單向閥進工作缸或經卸荷閥流回油箱。由于減壓閥芯(10)的左端彈簧壓力使之關閉回油管路,只有當閥芯右端的油壓超過一定限度時才能打開回路。
在調節送油速度時,應嚴密注意指針的轉動應與事先調整好的指示盤轉速一致。
5.回油緩沖閥(圖五)
回油緩沖閥由一個卸荷開關和一個回油節流閥組成,其目的是卸除載荷及使工作油缸的油回到油箱,而測力缸的回油必須經節流閥獲得緩回。其用途是當試件壓碎后,工作油缸油壓迅速下降,此時操作人員即打開回油閥卸荷。測力缸中的高壓油也將通過回油缸流回油箱, 但因工作油缸與測力油缸之間設有單向閥,使測力缸的壓力油不能倒流回工作油缸,也不能通過卸荷閥回油, 它必須通過一個節流閥緩慢地流向油箱, 這就防止擺桿及重鉈猛然回落造成強烈的沖擊。緩沖閥的手柄露出在測力箱體的左側,它可分別按A、B、C三種位置預先調整好。
6.液壓傳動系統(附圖六)原理
油箱(1)內的油經濾油器(2)被吸入油泵(4)經出油管(5)送至送油閥(7)。 當送油閥打開時, 壓力油送入工作油缸(8)內,可使柱塞式油缸內的活塞升起,油缸內腔通過油管(9)與回油緩沖閥(10)相連,油缸內的壓力油單向地流向測力油缸(11),從而帶動拉板、擺桿軸等測力機構示值(15)示值,當工作油缸負荷突然消失時打開回油閥開關,此時,工作油缸即卸荷,而測力油缸之壓力油必須流經具有阻尼作用的節流閥達到緩回油的目的。液壓系統各部可能會出現的少量溢油滴入底座的油池內暫存并可定期從背后面的放油孔放出。
四.試驗機使用操作方法
1.度盤選用:
試驗人員在作試驗前應對試件最大載荷有所估計, 以便選用相應的測量范圍,才能得到準確的數據。例如:某試件估計最大載荷不超過50kN的就應選用60kN的量程,而不用150kN用300kN的量程,如估計試件最大載荷不超120kN的就應選用150kN的量程而不選取用300kN的量程,這樣是為了保證試驗結果數據更能準確。選用某一個測量范圍時,相應的調整緩沖閥的手柄對準相應的測量范圍的刻線,同時將指示盤調整到適當速度。
2.擺錘懸掛
本試驗機采用擺錘形式,根據測量范圍的不同而懸掛不同的鉈。本試驗機有三個量程按圓周等級分布在同一個度盤上。鉈共有三個,分別刻A、B、C字樣,A鉈固定在擺桿上,不用拆下。試驗時A鉈用于量程為0~60kN,A+B鉈用于0~150kN,A+B+C鉈用于0~300kN的量程。
3.指針零點的調整及平衡鉈的調節:
作試驗之前一定要將指針調到零位,調整的方法是:開動油泵并送油,使活塞上升一段距離約5~10mm,然后轉動齒條使指針對準零線。當指針對準零點時,擺錘應處于鉛垂位置,若不處于鉛垂則應調節平衡鉈,使之與刻線對準。
4.送油閥與回油閥的操作:
在操作送油閥前先將加載速度指示裝置開啟,并迅速將調節器旋到適當位置,使指 示盤保持一定的轉速。例如在300kN量程上欲采用2400N/s的加載速度應調整到0.48r/min。又如在60kN量程上欲望采用2400N/s加載速度則應高速調整到2.4r/min(轉速均用秒表測定)。調整好指示盤轉速后保持不變。
為了使油泵輸出的油很快地進入油缸,快速升起活塞以減少輔助時間,開始時送油閥可以開得大一些。當試件開始加載時應注意操縱送油閥手柄,根據試件的加載速度調節送油閥,即指針運動應與指示盤保持同步,尤其是接近破型力值時更應保持嚴格同步,不應使加荷速度大于或低于指示盤,以免影響試驗的準確性。試件被破碎后,慢慢地旋開回油閥,使油缸內的油回到油箱。此時擺錘徐徐落下,度盤的主動針回到零位。但應注意不必將油缸內的液壓油全部放完使工作活塞下落太低,只要能容納下一次試件順利安置即可,待下次試件放妥后,即關上回油閥,工作活塞即上升并保持原速度加荷。
五、試驗操作
1. 根據試件選用量程范圍,掛好鉈并對準刻線。
2. 調整緩沖閥使之與量程范圍相適應。
3. 轉動總開關接通電源(此時紅燈亮)。
4. 開動油缸電動機,(即按下綠色指示燈按鈕,此時綠色指示燈亮)。擰開送油閥使活塞上升一段,然后調指針對零后停止油泵電動機(按下紅色按鈕)。
5. 啟動加載速度指示器電機,并迅速調到適當的位置,此時指示盤保持一定的速度旋轉(用秒表測定)。例如,如果加載速度為2.4KN/s,量程為0-300KN時,指示盤轉速為0.48 r/min。
6. 放好試件。
7. 啟動油泵電機(此時綠燈亮),迅速將送油閥手柄調到相應位置,應保持試件加荷時指針與指示盤同步旋轉,直至試件被壓碎,關閉送油閥,并停止油泵電機和加載速度指示器電機。
8. 記錄試驗數值。
9. 打開回油閥,然后撥回從動針。
10. 關閉加載速度指示器旋鈕(注意不必轉動指示盤調節器)。
11. 清除被壓碎的試件。
注意:倘若試件破型時出現嚴重爆裂聲,可將附件墊塊加于下壓板上減少活塞上升高度,爆破聲即可改善。
六、安裝、試車、保養
1. 試驗機應安裝在清潔、干燥、溫度均勻,周圍無震動,無腐蝕性氣體影響的房子里。
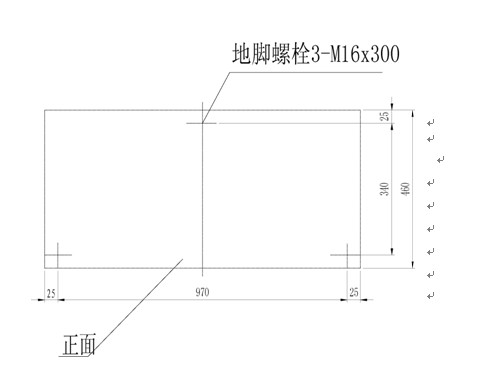
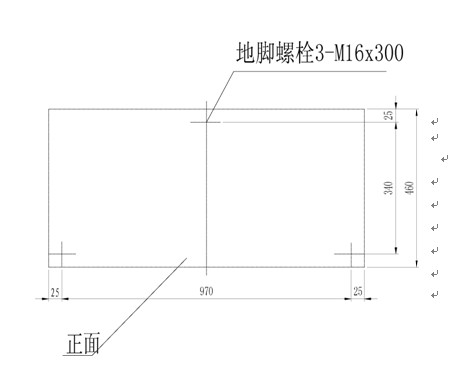
2. 安裝地點應位置適當,便于操作和維護保養。安裝地基應牢固可靠,地腳螺釘應對準底座。(圖九)
3. 機體的水平調試方法:
用0.10/1000方水平儀測量工作缸臺面,找縱橫水平至±1格,若超出±1格,可在底座下面加墊鐵校正,擰緊地腳螺母。
4. 擺桿垂直的調整方法:
在擺桿上掛上A、B、C鉈,開動油泵電機運轉2~5分鐘后,排除油管及油泵內殘存氣體,關閉回油閥,打開送油閥,使活塞上升10~20mm,關閉送油閥(油泵電機繼續運轉)并在打開上箱蓋、旋開送油閥下方截止閥的情況下,檢查擺桿刻線是否與擋架對準刻線對齊,否則可擰平衡鉈進行調整。然后逐一取下擺鉈,同時視對準刻線對準情況進行調整,反復多次至調好,調整完畢后將鎖緊螺母鎖住平衡錘,以防使用時失去平衡。
5.刻度盤指針的調整方法:
試驗操作開始前指針必須對準“0”位,若不在“0 ”位則可用右手徐徐旋轉齒條,直到調準為止。
6.試車前請將捆綁指針弦線(刻度盤后)的鐵絲取掉,并調整指針零位。
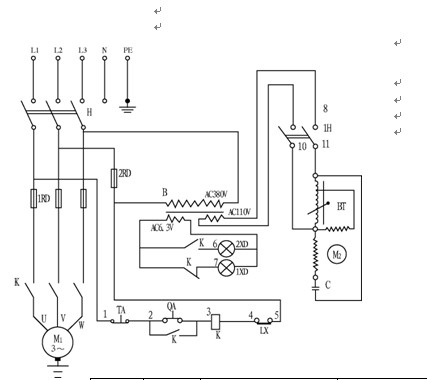
7.電器說明(圖八)
電源為三相50Hz交流380V,組合開關H是電源總開關。將組合開關轉到閉合位置時,紅色信號燈2XD亮,指示電源已接通。按下控制按鈕QA中的綠色按鈕,則紅色信號燈熄滅,綠色信號燈1XD亮,指示油泵電機M1已開始工作。此時應檢查油泵主軸運轉方向是否與箭頭一致,否則應予糾正。順時針旋轉旋鈕1H則接通加載速度指示器電機之電源,再徐徐旋動指示盤調節器。此時,加載速度指示盤開始沿順時針方向旋轉,否則應予糾正。然后將回油閥關閉送油閥打開,壓力開始上升。當壓力達到最大值時,由拉板上的觸頭按下限位開關LX將交流接觸器K線圈電源切斷,油泵電機即停止工作。若要人為停止工作,可按紅色按鈕TA或切斷總電源。
300kN量程時欲用2.4kN/s加載應將指示盤調整至0.48 r/min。
150kN量程時欲用2.4kN/s加載應將指示盤調整至0.96 r/min。
60kN量程時欲用2.4kN/s加載應將指示盤調整至2.4 r/min。
若用戶使用的電源帶觸保器(三相四線)應將機器內零線與外殼的連線斷開并將零線接至觸保器的零線端子。
若用戶使用的電源帶觸保器(三相五線)應將機器內零線與外殼的連線斷開并將零線和地線 分別接至觸保器上對應的端子。
8.灌油與放油:
由于氣候變化,所用油料略有不同,現將用油規格推薦如下:
當環境溫度為15±5 ℃時建議采用GB443—84 N68。
當環境溫度為25±5 ℃時建議采用GB443—84 N100。
打開后門一次灌入油量約15kg(灌油時以外側面油標為準)。放油時可擰開側面的油塞即可。使用時如發現油液混濁時即予更換,同時對油箱進行一次清洗。可以倒入煤油至油箱中然后放出,如此重復幾次,并用毛巾揩清箱底。
9.機體內外要經常保持清潔,對無保護表面應經常涂油防銹,不使用時應用機罩罩起來。
10.維護保養時應切斷電源,以防意外事故。
七.故障及其排除方法
序號
現 象
原 因
排 除 方 法
1
油泵不出油
(1) 油泵內有空氣;
(2) 濾油器阻塞;
(3) 出油閥座不吻合,鋼球及球座有劃痕毛刺。
(1) 打開油泵高壓出油管接頭進行排氣;
(2) 清洗,排出油泵內空氣;
(3) 更換或修復相應零件。
2
油泵輸油不穩定(指針可見停滯往復抖動)
(1) 油液粘度太小(過稀)或太臟;
(2) 油路內有空氣;
(3) 送油閥活塞與其襯套間有臟物或已拉毛;
(4) 有漏油處。
(1) 更換適宜粘度的清潔油;
(2) 排除油路內空氣,使活塞上升一段距離后,打開回油閥即可;
(3) 清洗、研磨已拉毛零件;
(4) 找出漏油處給予排除。
3
油壓脈動(送油閥的回油管回油出現斷斷續續,負荷示值檢定時標準測力機指針抖動)
(1) 油泵內有空氣;
(2) 油液粘度太小(過稀);
(3) 送油閥節流針間隙過大;
(4) 油泵內有臟物;
(5) 出油閥座不吻合,鋼球及球座有劃痕毛刺。
(1) 排除空氣;
(2) 更換合適的油液;
(3) 減少節流針間隙;
(4) 清洗油泵;
(5) 更換或修復相應零件。
4
油壓打不到最大負荷
(1) 送油閥活塞與襯套太緊或有臟物;
(2) 送油閥彈簧彈力太小;
(3) 有大漏油處;
(4) 送油閥活塞前端漏油;
(5) 油管接頭漏油;
(6) 工作活塞間隙太大;
(7) 回油閥針閥口不吻合。
(1) 清洗或研磨相應零件;
(2) 在彈簧端面加墊圈或更換彈簧;
(3) 消除漏油;
(4) 擰緊螺套;
(5) 更換墊圈后擰緊;
(6) 略加大油液粘度,或更換活塞;
(7) 把回油閥加以研合。
5
卸荷后指針不回零
(1) 齒條被卡死;
(2) 擺桿回落太快使齒條從滾輪中跳出。
(1) 調整彈簧片;
(2) 重新嚙合齒條;
(3) 旋轉齒條調零。
6
擺桿在試件破壞后回落太快造成沖擊
(1) 油粘度太小(過稀);
(2) 緩沖閥錐面與閥口間隙太大。
(1) 更換粘度適宜的油液;
(2) 重新調整間隙或修正緩沖閥及螺母螺紋。
7
擺鉈回落太慢
(1) 油液粘度太大;
(2) 緩沖閥錐面與閥口間隙太小。
(1) 更換合適的油液;
(2) 重新調整間隙。
8
開動油泵,工作后指針來回擺動
測力活塞下端與頂塊位置未對準。
糾正位置。
9
示值誤差超差
(1) 測力油缸與測力活塞摩擦力過大,有污物、銹蝕拉毛,產生負值;
(2) 工作油缸與工作活塞摩擦力過大,有污物、銹蝕拉毛,產生正值。
(1) 清洗、除銹、研磨;
(2) 同上。
10
度盤示值不穩定,在多次試壓中誤差方向多變
(1) 立柱上下之螺母未擰緊;
(2) 球座吻合不良。
(1) 擰緊之;
(2) 對研球座。
11
水泥試件受壓后成單面破壞
球座吻合不良。
對研球座。
12
試件破型時爆烈聲太大
(1) 油缸間隙過大;
(2) 活塞上升過高。
加墊塊減少工作活塞上升高度。

圖五 回油緩沖閥

15
LX
行程開關
LX5-11
1
14
2XD
信號燈
紅色
1
附于TA按鈕上
13
1XD
信號燈
綠色
1
附于QA按鈕上
12
H
組合開關
HZ10-10/3
1
11
1H
按鈕
LA18-22X2
1
10
QA
按鈕
LA19-11D
1
綠色
9
TA
按鈕
LA19-110
1
紅色
8
2RD
螺旋式熔斷器
RL1-15/2
1
7
1RD
螺旋式熔斷器
RL1-15/5
3
6
B
變壓器
BKZ-25
1
AC380V/AC110V、AC6.3V
5
BT
調壓變壓器
TDBC-0.2
1
4
C
電容
CJ41
1
3
K
變流接觸器
CJ0
1
2
M2
變流伺服電機
SD-45
1
1
M1
三相異步電動機
Y802-4 0.75KW
1
序號
代 號
名 稱
型號及規格
數 量
備 注
-
關鍵字:
-
點贊
收藏
- TYE-2000B型壓力試驗機使用說明書
01-18 閱讀6469 - 水泥稠度凝結時間測定儀(維卡儀)使用說明
10-31 閱讀5544 - NLD-3型水泥膠砂流動度測定儀使用說明書
02-03 閱讀5346 - TYE-300型壓力試驗機說明書
01-15 閱讀5243 - WE-600B型液壓式萬能試驗機使用說明
03-07 閱讀5128 - DKZ-5000型電動抗折試驗機使用說明書
01-15 閱讀4725 - 查看更多 >

在線客服

客服2:
工作時間
周一至周五:8:30-16:30
電話1:0510-82711289
電話2:0510-85191518
傳真:0510-85191517
微信:13861861355
郵箱:wxjy17@163.com